|
|

| ब्रांड नाम: | VIIPLUS |
| मॉडल संख्या: | ठोस झाड़ी, कठोर स्टील झाड़ी |
| एमओक्यू: | बातचीत योग्य |
| कीमत: | Solid bushing MFG, china factory directly prices |
| भुगतान की शर्तें: | अग्रिम में टी / टी |
| आपूर्ति करने की क्षमता: | कांस्य झाड़ियों ऑनलाइन • स्लाइडिंग बियरिंग्स निर्माता • स्व-चिकनाई झाड़ी आपूर्तिकर्ता |
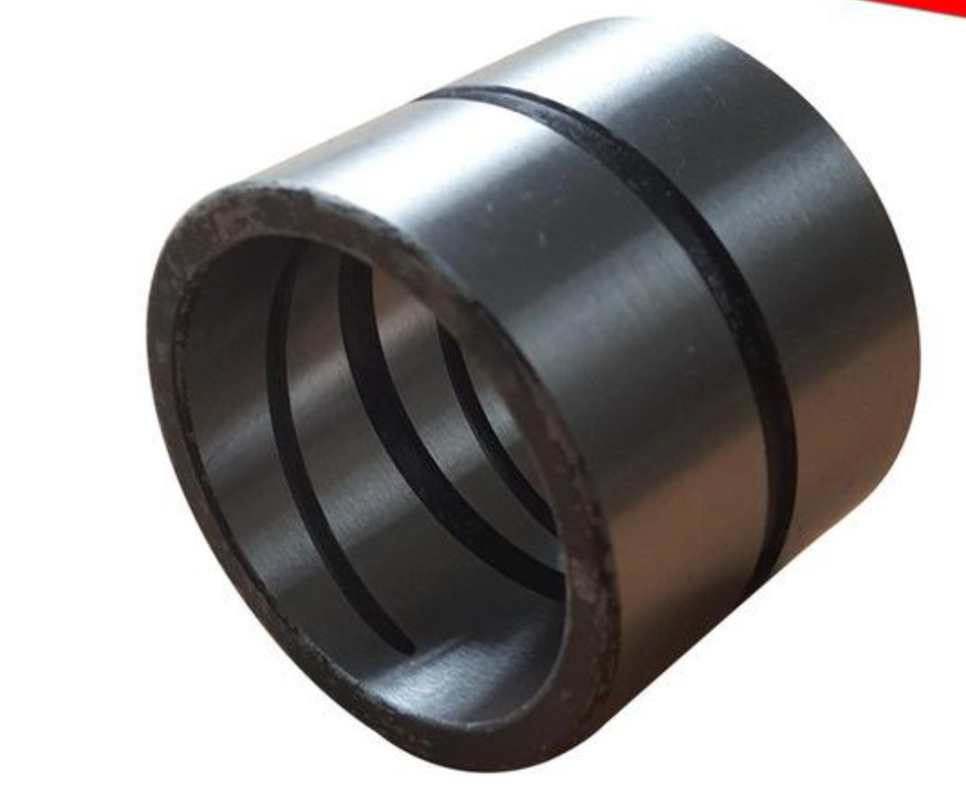
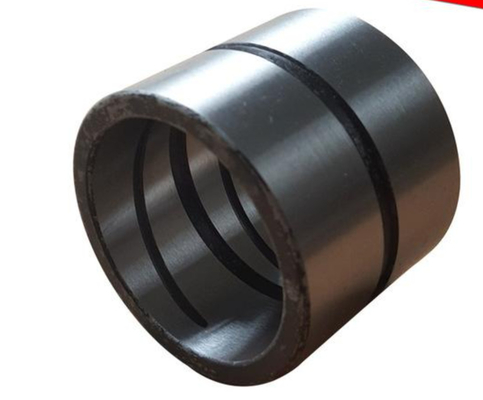
जीसीआर15 असर स्टील आस्तीन विशेष कठोर पहनने के लिए प्रतिरोधी स्टील आस्तीन पहनने के लिए प्रतिरोधी स्व-चिकन स्टील आस्तीन के उत्पादन में विशेषज्ञ
जीसीआर15 असर स्टील आस्तीन अतिरिक्त कठोर स्टील आस्तीन स्व-चिकन पहनने के प्रतिरोधी स्टील आस्तीन
आधार सामग्री के रूप में विभिन्न ग्रेड के स्टील में,एक निश्चित अनुपात के अनुसार परिचालन की स्थिति में काम कर रहे चेहरे के प्रसंस्करण गुहा से बाहर और ठोस स्नेहक भरने, स्टील मिश्र धातु उच्च असर क्षमता प्रदान करता है और ठोस स्नेहक है कम घर्षण जोड़ी का गठन किया जा सकता है,उच्च भार की स्थिति के तहत कम गति दिखाया अपने उत्कृष्ट स्नेहन ठोस इनलेटेड प्रबलित उत्पादों हैजब एम्बेडेड ग्राफाइट काम कर रहा है, स्नेहन कणों को छुट्टी दी जाती है, ताकि शाफ्ट और आस्तीन के बीच एक ढाल की परत बनाई जाए,जिसमें मोनोमर तेल स्नेहन की तुलना में काटने के विरोधी फायदे हैं.
यह विशेष रूप से उठाने वाली मशीनरी के सहायक भागों के लिए उपयुक्त है, जैसे कि मोल्ड गाइड पोस्ट, इंजेक्शन मोल्डिंग मशीन के मोल्ड फ्रेम, मिट्टी रोलिंग मशीन, क्रेन समर्थन, आदि।
विशिष्ट आकार JDB-650 मानक को संदर्भित कर सकता है, स्टील शाफ्ट उत्पादन के साथ भी मेल खा सकता है।
औद्योगिक अनुप्रयोगों के लिए ठोस बुशिंग. स्लाइडिंग असर प्रौद्योगिकी के लिए अपने वैश्विक भागीदार. आदेश बुशिंग ऑनलाइन. उत्पादों की रेंज. देखेंwww.viiplus.com;मानक आयामों में उपलब्ध सादा असर प्रकारः बेलनाकार झाड़ियों, फ्लैंगड झाड़ियों, थ्रस्ट वाशर, फ्लैंगड वाशर, स्लाइडिंग प्लेट्स।
|
उत्पाद का प्रकार:
|
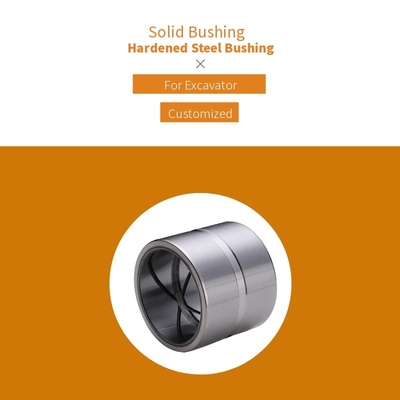
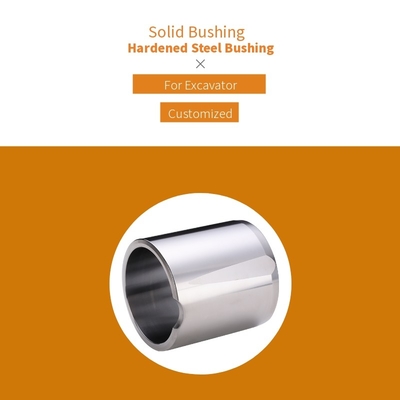
ठोस बुशिंग
|
|
आवेदनः
|
खुदाई मशीन, क्रेन, निर्माण मशीन复制
|
|
सामग्रीः
|
GCr15, 40Cr, C45
|
|
कठोरता:
|
52~60HRC
|
|
अधिकतम गतिशील भारः
|
250 एन/मिमी2
|
|
अधिकतम रैखिक वेग:
|
0.1m/s
|
|
अधिकतम पीवी मूल्य
|
1.5 N/mm2.m/s
|
|
कार्य तापमान सीमा
|
-100~+350°C
|
|
रैखिक विस्तार गुणांक
|
1.1×10-5/°C
|
|
मानक उत्पाद कैटलॉग के अलावा, हम गैर मानक उत्पाद प्रदान करते हैं या ग्राहक आवश्यकताओं के अनुसार आदेश देते हैं।
|
|
GCR15 कठोर स्टील आस्तीन असर ग्रूव झाड़ू आकार
|
d
|
D
|
आईडीएफ7
|
ODm6
|
L-0.10
-0.30 |
|||||||||||||||
|
8
|
10
|
12
|
15
|
16
|
20
|
25
|
30
|
35
|
40
|
50
|
60
|
70
|
80
|
||||||
|
8
|
12
|
8
|
+0.028
+0.013 |
12
|
+0.018
+0.007 |
081208
|
081210
|
081212
|
081215
|
|
|
|
|
|
|
|
|
|
|
|
10
|
14
|
10
|
14
|
101408
|
101410
|
101412
|
101415
|
|
101420
|
|
|
|
|
|
|
|
|
||
|
12
|
18
|
12
|
+0.034
+0.016 |
18
|
|
121810
|
121812
|
121815
|
121816
|
121820
|
121825
|
121830
|
|
|
|
|
|
|
|
|
13
|
19
|
13
|
19
|
+0.021
+0.008 |
|
131910
|
|
131915
|
131916
|
|
|
|
|
|
|
|
|
|
|
|
14
|
20
|
14
|
20
|
|
142010
|
142012
|
142015
|
|
142020
|
142025
|
142030
|
|
|
|
|
|
|
||
|
15
|
21
|
15
|
21
|
|
152110
|
152112
|
152115
|
152116
|
152120
|
152125
|
152130
|
|
|
|
|
|
|
||
|
16
|
22
|
16
|
22
|
|
162210
|
162212
|
162215
|
162216
|
162220
|
162225
|
162230
|
162235
|
162240
|
|
|
|
|
||
|
18
|
24
|
18
|
24
|
|
|
182412
|
182415
|
182416
|
182420
|
182425
|
182430
|
182435
|
182440
|
|
|
|
|
||
|
20
|
28
|
20
|
+0.041
+0.020 |
28
|
|
202810
|
202812
|
202815
|
202816
|
202820
|
202825
|
202830
|
202835
|
202840
|
202850
|
|
|
|
|
|
22
|
32
|
22
|
32
|
+0.025
+0.009 |
|
|
223212
|
223215
|
|
223220
|
223225
|
|
|
|
|
|
|
|
|
|
25
|
33
|
25
|
33
|
|
|
253312
|
253315
|
253316
|
253320
|
253325
|
253330
|
253335
|
253340
|
253350
|
253360
|
|
|
||
|
30
|
38
|
30
|
38
|
|
|
303812
|
303815
|
|
303820
|
303825
|
303830
|
303835
|
303840
|
303850
|
303860
|
|
|
||
|
35
|
45
|
35
|
+0.050
+0.025 |
45
|
|
|
|
|
|
354520
|
354525
|
354530
|
354535
|
354540
|
354550
|
354560
|
|
|
|
|
40
|
50
|
40
|
50
|
|
|
|
|
|
405020
|
405025
|
405030
|
405035
|
405040
|
405050
|
405060
|
405070
|
405080
|
||
|
45
|
55
|
45
|
55
|
+0.030
+0.011 |
|
|
|
|
|
|
|
455530
|
455535
|
455540
|
455550
|
455560
|
|
|
|
|
50
|
60
|
50
|
60
|
|
|
|
|
|
|
|
506030
|
506035
|
506040
|
506050
|
506060
|
506070
|
506080
|
||
GCr15 स्टील लेयरिंग रिंगों की बुझाने की गुणवत्ता I. बुझाने और ठंडा करने के दौरान लेयरिंग रिंगों के सामान्य दोषों का विस्तार करने की प्रक्रिया
तेल का व्यापक रूप से असर भागों के लिए बुझाने के माध्यम के रूप में उपयोग किया जाता है। जीसीआर 15 स्टील आस्तीन के लिए मुख्य कारण यह है कि शीतलन प्रक्रिया के तीसरे चरण (संक्रमण अवधि) में तेल की शीतलन दर बहुत धीमी है.पहले के उत्पादन में नंबर 10, नंबर 20 मशीन तेल में 650 ~ 500 °C के बीच 20 ~ 50 °C / s। संवहन चरण लगभग 300 °C से शुरू होता है और कमरे के तापमान तक जारी रहता है,जो सिर्फ शीतलन दर के अनुरूप है कि असर स्टील के मार्टेंसाइट तापमान कम की आवश्यकता है, ताकि लेयरिंग भागों के विरूपण और दरार की प्रवृत्ति को बुझाने की प्रक्रिया में काफी कम किया जाए। हालांकि, ऑपरेशन मोड में रिंग को तेल में उठाने के लिए मैन्युअल लिफ्ट का उपयोग करना है,और रिंग के आवृत्ति और आयाम तेल में ऊपर और नीचे चल रही हैं ऑपरेटर द्वारा मैन्युअल रूप से नियंत्रित कर रहे हैं, जो प्रक्रिया की आवश्यकताओं को पूरा करना मुश्किल है, यानी तेल के माध्यम से रिंग के गुजरने का समय 3S / मिमी से कम नहीं है।अंगूठी अक्सर निम्न गुणवत्ता की समस्याएं दिखाई देती है1) कम कठोरता एकरूपताः एक ही बैच की अंगूठी कठोरता विचलन एचआरसी > 2, एक ही अंगूठी कठोरता एकरूपता एचआरसी > 1 या 2. 2) क्षेत्रीय या स्थानीय नरम धब्बे अंगूठी की सतह पर दिखाई देते हैं।3) BBB 0 7 मिमी की प्रभावी दीवार मोटाई के साथ अंगूठी के लिए, 45 स्टील के आवरण के सूक्ष्म संरचना में reticular trositic साइटों दिखाई दिया।
वर्ष 1998 में हीट ट्रीटमेंट के गुणवत्ता विश्लेषण के अनुसार खराब शीतलन के कारण मरम्मत की आवश्यकता वाले भट्टियों की संख्या बुझी हुई कांस्य बुशिंग आग की मरम्मत दर का 51.5% है।शीतलन प्रक्रिया में छल्ले के दोष असर कठोरता और ताकत में कमी के लिए नेतृत्व, पहनने के प्रतिरोध और थकान प्रतिरोध।
GCr15 स्टील लेयरिंग रिंग की बुझाने की गुणवत्ता की प्रक्रिया
शीतलन के दौरान अंगूठी की समस्याओं के लिए निम्नलिखित उपाय किए गए हैं:
1ठंडा करने की विधि को बदले बिना, स्टील में सुपरकूल्ड ऑस्टेनइट की स्थिरता बढ़ाने के लिए अंगूठी के शमन ताप तापमान को बढ़ाएं (ऊपरी सीमा तापमान का चयन करें),इस प्रकार GCr15 स्टील की महत्वपूर्ण शीतलन दर को कमहालांकि, ताप तापमान में वृद्धि के साथ, माध्यमिक कार्बाइड स्टील में बहुत अधिक भंग हो जाते हैं, जिससे बड़े ऑस्टेनिट दाने होते हैं,और मार्टेंसाइट के विकास में बाधा का प्रभाव कमजोर हो जाता है. एक ही अंगूठी की कठोरता का अंतर बड़ा है, और अधिकतम अंतर एचआरसी 2 है। समय-समय पर बुझी और टेम्पर्ड संरचना में अभी भी कुछ छोटे बड़े पैमाने पर ताउस्टेनिट हैं।उसी समय500x धातु विज्ञान माइक्रोस्कोप के तहत, एसीकुलर मार्टेंसाइट (अति गर्म ऊतक) स्पष्ट रूप से देखा जा सकता है। शमन विकृति तेजी से बढ़ जाती है,और व्यास भिन्नता की अति-त्रुटि दर औसत 10% से कम से 20% से अधिक हो जाती है, और भागों के यांत्रिक गुण अपेक्षाकृत बिगड़ जाते हैं।
2. तेज शीतलन दर के साथ तेजी से बुझाने वाले तेल का उपयोग करें। उद्देश्य की शर्तों की सीमा के कारण, उत्पादन में, तेल टैंक में अनिवार्य रूप से एक छोटी मात्रा में पानी प्रवेश किया जाता है,जो उपयोग की प्रक्रिया में तेल को धीरे-धीरे एमुल्सिफाई करेगा, प्रदर्शन को बदलना, अच्छा शीतलन प्रभाव खोना, और बुझाने की गुणवत्ता आदर्श प्रभाव तक नहीं पहुंच सकती है।
GCr15 स्टील लेयरिंग रिंग की बुझाने की गुणवत्ता की प्रक्रिया
असर रिंगों के लिए नई गर्मी उपचार प्रौद्योगिकी का अनुसंधान और अनुप्रयोग
शीतलन और कठोरता की क्षमता एक महत्वपूर्ण कारक है जो असर करता है गर्मी उपचार की गुणवत्ता असर के छल्ले।यह काम के टुकड़े के धातु विज्ञान के कारकों से संबंधित है, सी वक्र का आकार और शीतलन की स्थिति।और मजबूत शीतलन क्षमता के साथ बुझाने के माध्यम से काम के टुकड़े की कठोरता को बुझाने के बाद अधिक या कठोरता परत को गहरा बना सकता हैव्यवहार में, कठोरता सुनिश्चित करने की कुंजी C वक्र के नाक के सिर पर पर्याप्त रूप से बड़ी शीतलन दर है, लेकिन मार्टेंसाइट परिवर्तन के दौरान अपेक्षाकृत छोटी शीतलन दर की आवश्यकता होती है।नई तकनीक का अनुप्रयोग इस विशेषता के अनुकूल हैकार्यक्षेत्र और शमन तेल की सापेक्ष गति को बदलकर, और शमन माध्यम की शीतलन और कठोरता क्षमता को बदलकर,आदर्श बुझाने की गुणवत्ता प्राप्त किया जा सकता है विभिन्न तापमानों पर काम के टुकड़े की संरचना के गठन के लिए विभिन्न शीतलन दरों की आवश्यकताओं को पूरा करने के लिए.
1शीतलन शक्ति परीक्षण विश्लेषण
कई परीक्षणों और विश्लेषणों के माध्यम से यह दिखाया गया है कि नई तकनीक के साथ शीतलन विधि को बदलकर तेल की शीतलन शक्ति में सुधार किया जा सकता है,ताकि गर्मी उपचार की गुणवत्ता में सुधार हो सकेशीतलन शक्ति H एक पैरामीटर है जो मध्यम की शीतलन क्षमता को दर्शाता है, H=αλ/2 (α इंटरफेसियल हीट ट्रांसफर गुणांक है; λ स्टील की थर्मल चालकता है) ।स्थिर पानी के लिए एच मान 0 है.1H का मान जितना अधिक होगा, मध्यम की शीतलन क्षमता उतनी ही अधिक होगी। परीक्षण में, विभिन्न हलचल स्थितियों में बुझाने वाले माध्यम के अनुसार,शीतलन शक्ति का परिवर्तन तालिका 1 में दिखाया गया हैजब तेल को जोर से हिलाकर बुझाने का कार्य किया जाता है, तो एच मूल्य 0 तक पहुंच सकता है।7आम तौर पर तेल बुझाने का H मान 0 होता है।3.
2सूक्ष्म संरचना और कठोरता परीक्षण विश्लेषण
314/01 पर उत्पाद मॉडल का परीक्षण करने की प्रक्रिया में अंगूठी, शमन तापमान 840.40 °C है, मशीन तेल, स्थिर शमन और शीतलन स्थितियों में 10 अंगूठियों के लिए शीतलक, कई प्रयोगों के माध्यम से,यह निष्कर्ष निकाला जाता है कि रिंग थ्रोस्टि स्तर में परिवर्तन सूक्ष्म संरचना में, रिंग स्थिर और गतिशील शीतलन की स्थिति में, संगठन करीब आकार के बारे में 5 ~ 10 बार भिन्न होते हैं, चैनलिंग शीतलन की स्थिति के तहत, एक ही अंगूठी की कठोरता का अंतर 0 तक कम हो जाता है।5.
3- नई प्रक्रियाओं और उपकरणों में सुधार का अनुप्रयोग
नई प्रक्रिया उत्पादन सुविधाओं को बदलने के लिए है, घुमावदार शीतलन में शमन तेल और पानी जैकेट शीतलन बदलने के लिए,एक बड़े प्रवाह तेल पंप का उपयोग करें शमन टैंक के नीचे से ठंडा तेल इंजेक्ट करने के लिए, पहले फनल के नीचे एक परिसंचरण का गठन, समान रूप से वृद्धि, और फिर एक समान अंधेरे झरने तेल स्तंभ बनाने के लिए ओरिफिस प्लेट की दो परतों के माध्यम से ऊपर की ओर इंजेक्शन,तेल टैंक में तेल की सतह उबल रही है. और तेल पंप के आउटपुट प्रवाह को बदल सकते हैं, रिंग और तेल की सापेक्ष गति गति को बदल सकते हैं,काम के टुकड़े के गठन की प्रक्रिया में अलग ठंडा दर की आवश्यकताओं को पूरा करने के लिए, और साथ ही, ऊपरी गर्म तेल को समय पर बाहर पंप किया जाता है ताकि तेल खाई में ऊपरी और निचली परतों का तेल तापमान मूल रूप से संतुलित हो।तेल शीतलन निस्पंदन प्रणाली न केवल तेल पूरी तरह से ठंडा किया जा सकता है बनाता हैनई प्रक्रिया न केवल उच्च तापमान की स्थिति में GCr15 स्टील की उच्च शीतलन दर आवश्यकताओं को पूरा करती है,बुझाने की कठोरता और बुझाने की एकरूपता सुनिश्चित करता है, लेकिन यह भी ऑस्टेनाइट के लिए आवश्यक महत्वपूर्ण शमन दर को पूरा करता है, जिसमें ठीक अनाज और कम कार्बन और क्रोमियम सामग्री होती है, जो कम तापमान पर वर्कपीस को ऑस्टेनिटाइज करने से उत्पन्न होती है,मार्टेंसाइट मैट्रिक्स संरचना को परिष्कृत करना. शमन दरार से बचें, लेयरिंग रिंग शमन कठोरता स्थिर नियंत्रण में एचआरसी 64 ~ 65 बनाने.5, 2 ~ 3 ग्रेड के सूक्ष्म संरचना को बुझाने के लिए। 2 स्तरों के साथ सबसे अधिक, ¢ 100 मिमी या उससे अधिक के बाहरी व्यास के बाद बुझाने के लिए अंगूठी के व्यास परिवर्तन पर त्रुटि दर लगभग 7% तक कम हो जाती है,काम करने वाले टुकड़े की सतह की चमक बढ़ गई है, सभी योग्य गुणवत्ता, अपशिष्ट और मरम्मत के नुकसान को कम करें।
उत्पादन सुविधाओं में सुधार है गर्म शमन टैंक अपर-मध्यम वर्ग के तेल को फ़िल्टरिंग इकाई में बहाना,और फिर में पीतल ट्यूब कूलर के ओवरहेड के एक सेट में (जगह) सफाई चक्र पूल में, और फिर तेल पंप में ठंडा करने के बाद तेल पंप को बुझाने के टैंक के तल में, दो परतों के बीच एपर्चर ¢5 मिमी है, 20 मिमी x 20 मिमी की छिद्रित प्लेट का पिच,दूसरी मंजिल पर छिद्रितशीतलन तेल की समान वृद्धि सुनिश्चित करें।
VIIPLUSअनुसंधान और सभी प्रकार के बुशिंग के निर्माण के लिए समर्पित है, स्पेयर पार्ट्स,मशीनरी भागों और सटीक भागों. हम गुणवत्ता प्रमाण पत्र के संबंध में तीसरे पक्ष द्वारा अनुमोदित कर रहे हैं. अब तक,हमने कुल दस श्रेणियों के उत्पाद उपलब्ध कराए हैं, जिनमें कम्पोजिट स्व-चिकित्सीय बुशिंग, बॉर्डर चिपकाने वाली बुशिंग, द्विधातु बुशिंग, तेल से सिंटर किए गए बुशिंग,ग्रेफाइट के साथ ठोस स्नेहन बुशिंग, स्टील बुशिंग, कास्टिंग कॉपर बुशिंग, लपेटा हुआ कांस्य बुशिंग,गोलाकार सादा असर और फिलामेंट घाव असर। गुणवत्ता और प्रदर्शन अंतरराष्ट्रीय मानकों को पूरा करते हैं या उससे अधिक हैं।
![]()
| सामग्री और असर गुण | इकाई | मूल्य | इकाई | मूल्य | ||
| अधिकतम गतिशील भार | एमपीए | 250 | पीएसआई | 36,200 | ||
| परिचालन तापमान | °C | 100 से 350 तक) | °F | -148 से 662 | ||
| वसा स्नेहन | ||||||
| अधिकतम स्लाइडिंग गति | m/s | 0.1 | fpm | 19.7 | ||
| अधिकतम पीवी मूल्य | m/s | 1.5 | पीएसआई x एफपीएम | 43,500 | ||
| न्यूनतम कठोरता | एचआरसी | 55 | एचआरसी | 55 | ||
![]()
| सामग्री और असर गुण | इकाई | मूल्य | इकाई | मूल्य | ||
| अधिकतम गतिशील भार | एमपीए | 100 | पीएसआई | 14,500 | ||
| परिचालन तापमान | °C | 100 से 250 तक) | °F | -148 से 482 | ||
| वसा स्नेहन | ||||||
| अधिकतम स्लाइडिंग गति | m/s | 0.5 | fpm | 100 | ||
| अधिकतम पीवी मूल्य | m/s | 1.5 | पीएसआई x एफपीएम | 43,500 | ||
| न्यूनतम कठोरता | एचवी | 600 | एचवी | 600 | ||
| सामग्री |
1.स्टेनलेस स्टीलः SS303, SS304, SS316, SUS420J2, आदि 2स्टीलः 12L14, 12L15, C45 ((AISI1045), आदि 3कार्बन स्टीलः CH1T, ML08AL, 1010, 1035, 1045, आदि 4मिश्र धातु स्टीलः 10B21, 35ACR, 40ACR, 40Cr, 35CrMn, आदि 5एल्यूमीनियम या एल्यूमीनियम मिश्र धातुः Al6061, Al6063, आदि 6पीतल: सी3604, सी38000, आदि |
खुदाई मशीन, क्रेन और निर्माण मशीन के कुछ महत्वपूर्ण भाग।